在现代制造业中,计算机数控 (CNC) 加工已成为一项基石技术,它彻底改变了精密零件和组件的设计和生产方式。从航空航天部件到日常消费品,CNC 加工已成为不可或缺的工具,它融合了计算机编程、机械工程和自动化技术,能够提供稳定、高质量的加工结果。本文将探讨 CNC 加工的基本原理,包括其定义、核心工艺、关键部件、应用、优势和未来发展趋势。.
1. 什么是 数控加工?
数控加工是指利用计算机程序对机床进行自动化控制,这些程序以数值数据编码。与依赖人工操作刀具和引导加工过程的传统手工加工不同,数控加工使用预先编程的指令来控制切削刀具、工件和其他机床部件的运动,精度极高。其核心原理是将设计规范(通常使用计算机辅助设计 (CAD) 软件创建)转换为一组指令(通常是 G 代码或 M 代码),供数控机床自动解释和执行。以下是一些常见数控操作的 G 代码示例,使编程概念更加直观:
数控加工的发展可以追溯到20世纪50年代,当时第一批数控(NC)机床问世,并采用穿孔卡片进行编程。随着计算机技术的进步,数控机床发展成为数控系统,后者具有更高的灵活性、更便捷的编程和实时调整功能,最终在大多数高精度、大批量生产应用中取代了手工加工。如今,数控加工已广泛应用于各个行业,用于生产公差极小(通常小至±0.0005英寸)且几何形状复杂的零件,而这些零件如果采用手工加工,则难以实现或不切实际。.
2. 核心数控加工工艺
数控加工涵盖一系列减材制造工艺,通过从工件上去除材料来获得所需的形状。最常见的工艺包括:
2.1 数控铣削
数控铣削是最通用的数控加工工艺之一,它使用旋转的多点切削刀具从工件上去除材料。工件被夹紧在工作台上,工作台沿多个轴(通常为 X、Y 和 Z 轴)移动,从而将工件相对于刀具定位。铣削可以加工平面、槽、孔和复杂的 3D 形状,因此非常适合加工发动机部件、支架和模腔等零件。先进的铣床,例如五轴铣床,可以使刀具沿额外的旋转轴(A、B、C 轴)移动,从而能够在一次装夹中加工复杂的曲面。.
2.2 数控车削
数控车削用于生产圆柱形或圆锥形零件,例如轴、销和衬套。在此过程中,工件高速旋转,而固定的切削刀具沿直线运动,从工件的外表面或内表面去除材料。数控车床(用于车削的机床)还可以执行端面加工、镗孔、开槽和螺纹加工等附加操作,从而无需多次装夹。该工艺广泛应用于汽车和航空航天工业,用于批量生产精密旋转零件。.
2.3 数控钻孔
数控钻孔是指使用计算机控制的钻头在工件上精确钻孔。该工艺可以加工出各种深度和直径的孔,并可能包括啄钻(用于加工深孔)和点钻(用于引导钻头)等特殊技术。对于夹具板、机械外壳和发动机缸体等对孔定位精度要求极高的零件而言,数控钻孔至关重要。.
2.4 高级数控工艺
除了核心加工流程外,现代数控加工还包括满足特殊需求的高级技术: 五轴加工:结合了线性轴和旋转轴,可以从多个角度加工复杂零件,从而缩短设置时间并提高精度——是涡轮叶片等航空航天部件的理想选择。 高速加工(HSM)采用20,000–50,000转/分的主轴转速和超硬刀具,可将材料去除率提高30%或更多,同时实现低至Ra 0.8μm的表面粗糙度。 电火花加工 (EDM):一种利用电火花侵蚀材料的非接触式工艺,适用于传统工具无法切割的硬金属和复杂形状。.
3. 数控机床的关键部件
数控机床是由众多相互连接的部件组成的复杂系统,每个部件都对确保精度和效率起着至关重要的作用。其七个主要部件如下:
3.1 机床架/床身
数控机床的结构底座支撑着所有其他部件(主轴、轴、工作台)。它通常由铸铁、钢或花岗岩制成,以确保高刚性和稳定性,从而减少加工过程中的振动,保证加工精度。该框架还包含用于工作台平稳移动的线性导轨。.
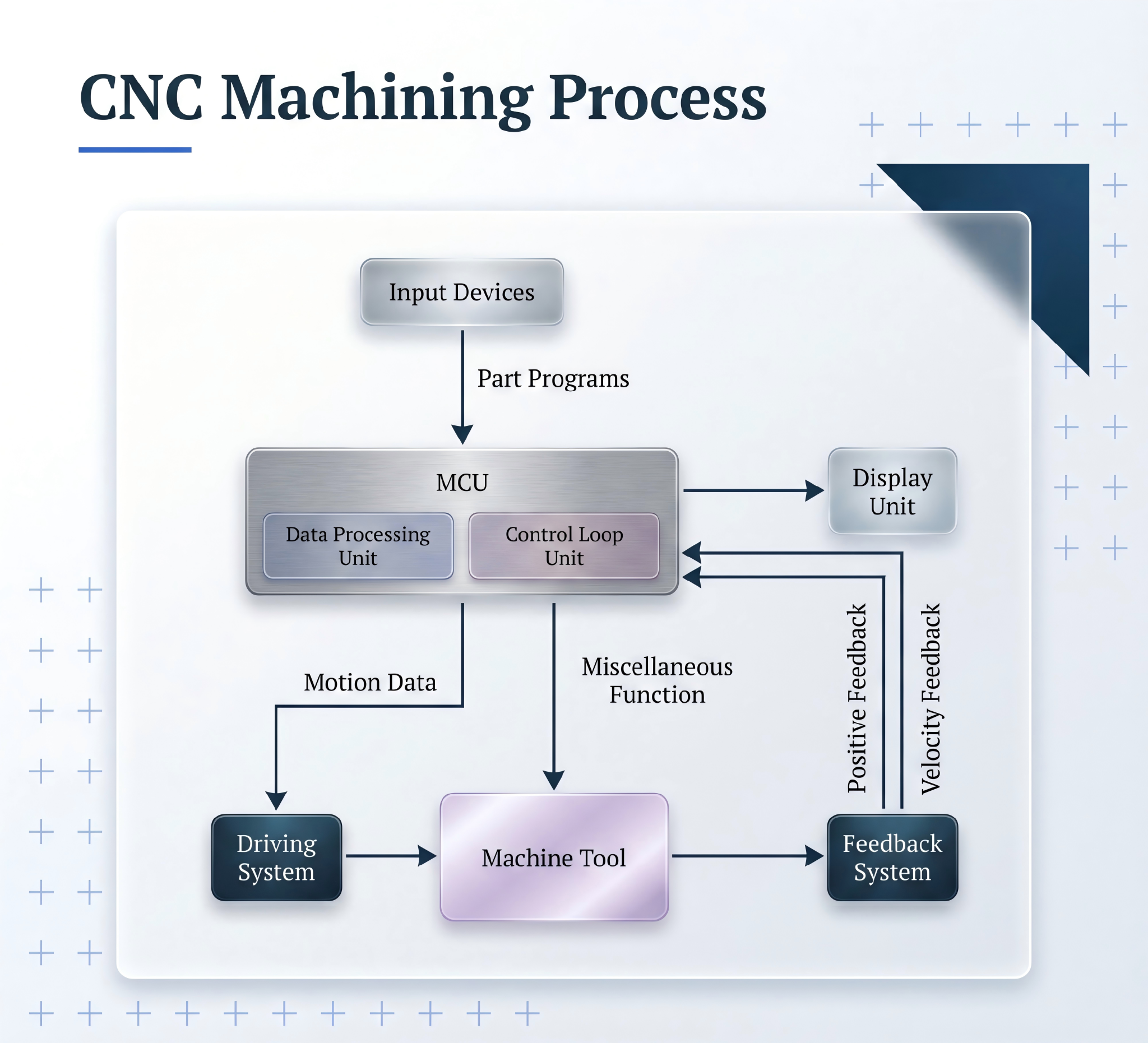
3.2 数控控制器(机床控制单元,MCU)
数控机床的“大脑”负责解读G代码或M代码程序,向驱动系统发送指令,并监控来自传感器的反馈。它配备有操作界面(控制面板),用于程序输入、编辑和监控。常用的控制器包括发那科(Fanuc)、西门子(Siemens)和哈斯(Haas)等品牌。.
3.3 主轴和刀架
主轴是用于固定切削刀具(铣削)或工件(车削)的旋转部件。它以精确的转速(RPM)提供旋转运动,并将扭矩传递给刀具或工件。刀架用于固定切削刀具,确保切削过程中的刚性和精度。主轴可采用皮带驱动、齿轮驱动或电动驱动(高速应用中采用集成电机和主轴)。.
3.4 轴系统
数控机床沿受控轴移动刀具或工件,这些轴可以是线性轴(X、Y、Z轴)或旋转轴(A、B、C轴)。轴的数量决定了机床的功能:三轴机床常用于加工基本零件,而五轴机床则用于加工复杂几何形状。线性导轨和滚珠丝杠确保了精确定位和重复定位。.
3.5 驱动系统
它将控制器发出的电信号转换为机械运动,驱动轴和主轴。它包括伺服电机和滚珠丝杠,这些部件决定了机器的定位精度和速度。闭环驱动系统(带反馈传感器)用于高精度应用,而开环系统则更简单、更经济,适用于基本任务。.
3.6 工作台及工件夹持装置
工作台是加工过程中夹紧或固定工件的地方。它沿 X 轴和 Y 轴移动(铣削)或旋转(车削),以将材料相对于刀具定位。工件夹持装置——例如虎钳、卡盘和工装夹具——确保工件保持稳定和对准,防止可能影响精度的移动。.
3.7 反馈系统(传感器)
它实时监测机器各部件的位置、速度和温度,并将数据反馈给控制器。这使得控制器能够进行调整并纠正误差,从而确保严格的公差。常用的反馈装置包括编码器、旋转变压器和线性光栅尺。带有反馈系统的机器称为闭环系统,而没有反馈系统的机器则称为开环系统。.
4. 数控加工的应用
由于其多功能性、精确性和高效性,数控加工几乎被应用于所有制造业。寻求专业支持的人员可以访问 专业数控加工服务, 而依赖数控加工的主要行业(按市场规模计)包括:
- 航空航天与国防:采用高强度材料(钛、因科镍合金)生产涡轮叶片、机身结构和起落架等精密零件。2023年全球航空航天零部件市场规模达到149130亿美元。.
- 汽车:生产发动机缸体、变速箱壳体和底盘部件。预计到2025年,全球汽车数控设备市场规模将达到14320亿美元。.
- 医疗和牙科:采用医用级不锈钢和钛等材料,制造高精度、生物相容性的外科手术工具、植入物和假体。.
- 电子与半导体:生产半导体设备和消费电子产品的外壳、模具和夹具,对小型、精密零件的公差要求非常高。.
- 模具制造:生产具有复杂几何形状的注塑模具、冲模和夹具,这些模具对于各行业的批量生产至关重要。.
- 石油、天然气和能源:生产在极端条件下运行的阀体、泵和涡轮机部件,这些部件需要很高的耐用性和精度。.
5. 数控加工的优势与局限性
5.1 优势
- 精准与一致性即使是大批量生产,也能提供公差严格、质量稳定的零件。最大限度地减少人为误差,确保每个零件都符合设计规范。.
- 效率:实现加工过程自动化,缩短加工周期,提高生产效率。数控机床可以全天候运行,只需极少的人工干预。.
- 多功能性:可加工各种材料(金属、塑料、木材、复合材料)和手工加工无法实现的复杂几何形状。.
- 灵活性更改生产批次非常简单——只需更新程序,无需对机器进行大量重新配置。这使其成为小批量和定制生产的理想选择。.
- 安全:减少了人员接触危险切割作业的机会,因为操作人员无需手动引导工具。.
5.2 局限性
- 初始成本高: CNC 机床和相关软件(CAD/CAM)需要大量的初始投资,这使得小型企业难以获得它们。.
- 技术工人需求操作员和程序员需要接受专门培训才能操作数控机床和编写有效的 G 代码程序。.
- 设置时间复杂的零件可能需要较长的编程、工具和夹具设置时间,这会降低小批量生产的效率。.
- 材料限制虽然 CNC 加工用途广泛,但对于极硬或极脆的材料来说效果较差,可能需要像 EDM 这样的特殊工艺。.
6. 数控加工的未来趋势
数控加工的未来取决于提升精度、效率和连接性的技术进步。主要趋势包括:
- 工业4.0集成数控机床正逐渐成为智能工厂的一部分,它们与物联网(IoT)设备连接,实现实时监控、预测性维护和数据驱动的优化。这减少了停机时间,提高了整体生产效率。.
- 人工智能与机器学习人工智能驱动的数控系统可以优化刀具路径、预测刀具磨损并实时调整参数,从而提高效率并减少浪费。机器学习算法还可以从以往的生产运行中学习,以改进未来的工艺流程。.
- 增材-减材混合加工将3D打印(增材制造)与CNC加工(减材制造)相结合,可以快速、精确地生产复杂零件。这种混合方法充分利用了两种技术的优势。.
- 小型化对微型数控加工的需求正在增长,尤其是在电子和医疗行业,用于生产微型、高精度的零件,如微型植入物和电子元件。.
- 可持续性CNC 制造商正在采用环保措施,例如使用可生物降解的冷却液、优化能源利用以及通过精确的刀具路径减少材料浪费。.
7. 结论
数控加工彻底改变了现代制造业,带来了无与伦比的精度、效率和多功能性。从最初作为手工加工的替代品,到如今成为智能制造的基石,数控技术不断发展演进,推动着各行各业的创新。对于任何从事制造、工程或产品设计的人员来说,了解数控技术的定义、流程、组成部分和应用都至关重要。.
随着技术的进步,数控加工将变得更加普及、高效,并融入全球供应链,从而确保它仍然是生产驱动我们世界运转的零部件的关键工具——从航空航天发动机到医疗设备等等。.







