
Высокоточное литье и механическая обработка для OEM-производителей
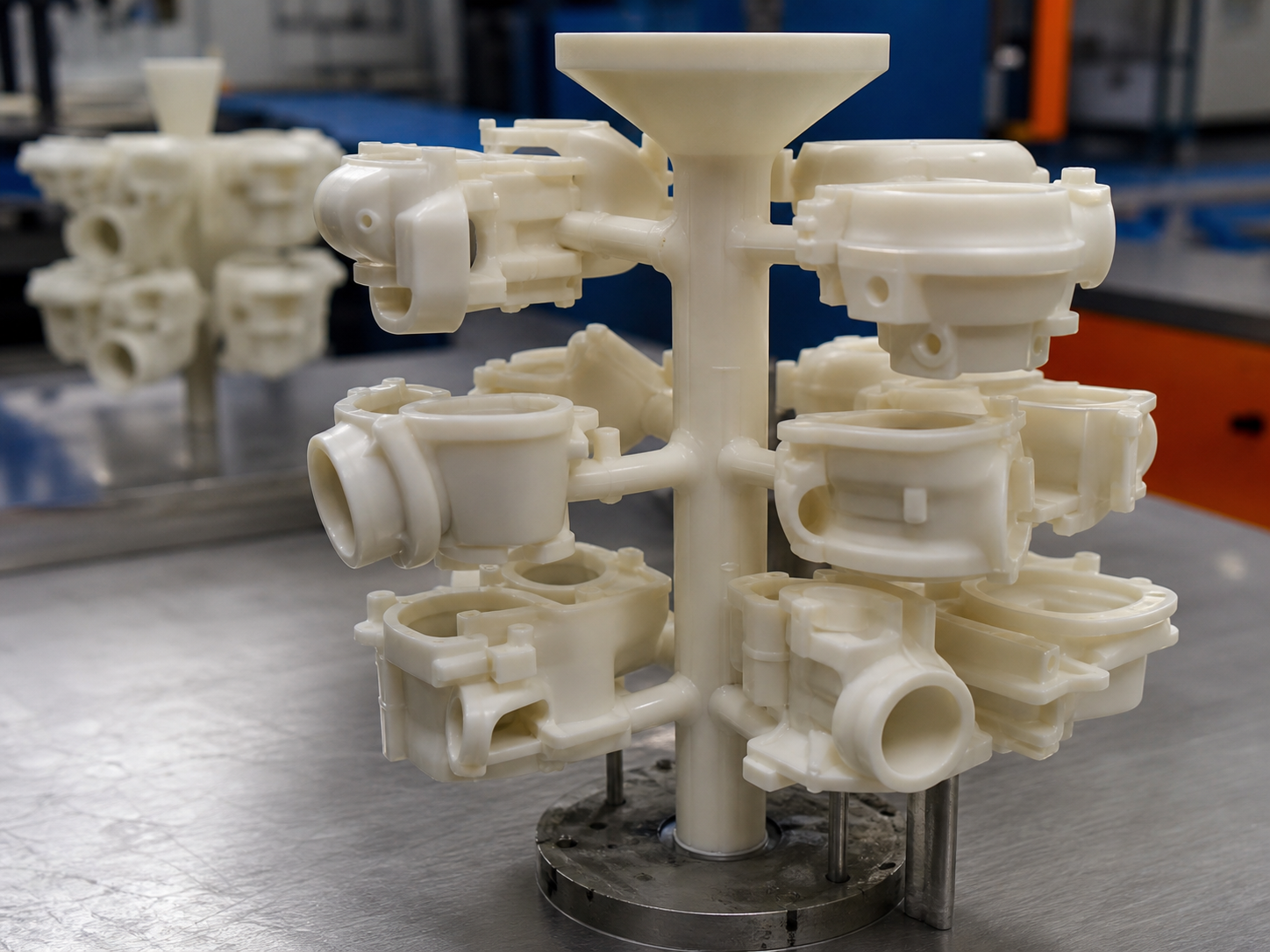
Компоненты турбокомпрессора, изготовленные методом точного литья.
Изготовление на заказ методом литья по выплавляемым моделям и обработки на станках с ЧПУ корпусов турбокомпрессоров, колец форсунок, деталей, определяющих поток выхлопных газов, и высокотемпературных компонентов из нержавеющей стали в соответствии с чертежами заказчика.
Почему именно высокоточное литье?
Для сложной геометрии выпускной системы требуется нечто большее, чем просто поставщик отливок.
Детали турбокомпрессора работают в условиях воздействия тепла, вибрации, зажимных нагрузок, потока выхлопных газов и многократных термических циклов. Литье по выплавляемым моделям предоставляет инженерам практичный способ создания сложных металлических геометрических форм, близких к окончательной, при этом позволяя сосредоточить механическую обработку на поверхностях, которые действительно определяют точность сборки.

В случае корпусов турбин, колец сопел, корпусов выхлопных систем, кронштейнов, защитных экранов и связанных с ними компонентов трубопроводов наиболее дорогостоящие ошибки обычно возникают на стыке проектирования отливки и контроля качества обработки. Компания AODSON проверяет чертеж, ожидаемый объем материалов, условия работы, припуски на обработку, толщину стенок и требования к контролю качества до начала производства.
Область применения компонента
Детали, изготовленные методом литья по индивидуальному заказу, для узлов, связанных с турбокомпрессором.
Компания AODSON производит металлические компоненты в соответствии с чертежами, образцами или заданными техническими требованиями. Объем работ может включать только литье, литье с последующей обработкой на станках с ЧПУ, чистовую обработку поверхности, сварку или сборку узлов по требованию заказчика.
Корпус турбины
Жаростойкие литые корпуса с обработанными фланцами, отверстиями для болтов, уплотнительными поверхностями и критически важным контролем базовых параметров.
Корпус подшипника
Литые и обработанные корпуса, где для обеспечения точности расположения подшипниковых узлов, масляных каналов и соосности требуется тщательное планирование технологического процесса.
Кольцо сопла
Детали кольцеобразной формы, требующие стабильного литья, чистой поверхности, контролируемой плоскостности и точной механической обработки.
Корпус выхлопной системы
Детали системы выпуска отработавших газов, изготовленные на заказ, со сложными каналами, вариантами крепления и возможностью использования высокотемпературных сплавов.
Детали перепускного клапана
Мелкие литые детали, такие как рычаги, детали клапанов, кронштейны и высокотемпературные соединительные элементы.
Монтажные кронштейны
Прочные литые кронштейны и опоры, предназначенные для повторяемой сборки, механической обработки и чистовой обработки поверхностей.
Теплозащитные экраны
Литые или изготовленные методом термообработки компоненты, геометрия, материал и отделка которых выбираются в зависимости от области применения.
Компоненты, изготовленные методом литья на заказ.
Детали, изготовленные по чертежам, для автомобильных, промышленных и смежных с двигателями систем с контролируемыми производственными маршрутами.
Выбор материалов
Решения о выборе материалов принимаются с учетом таких факторов, как тепловые характеристики, коррозия, механическая обработка и стоимость.
Выбор материала должен соответствовать рабочей температуре, химическому составу выхлопных газов, требованиям к прочности, допускам при механической обработке, обработке поверхности и объему закупки. Компания AODSON может проанализировать спецификацию и предложить практичный способ производства, в то время как окончательный материал остается привязанным к чертежу заказчика или утвержденным инженерным требованиям.
| Материальное семейство | Типичные оценки | Там, где это помогает | Примечания к выбору |
|---|---|---|---|
| аустенитная нержавеющая сталь | 304, 316, 316L | Коррозионная стойкость, чистая поверхность, высокое качество литых деталей в целом. | Используется в случаях, когда коррозионная стойкость и обрабатываемость важнее, чем прочность при экстремальных температурах. |
| Литые аналоги из нержавеющей стали | CF8, CF8M | Детали, изготовленные методом литья по выплавляемым моделям, требуют коррозионной стойкости нержавеющей стали и стабильного литейного производства. | Часто учитывается, когда на чертеже указаны свойства литой нержавеющей стали. |
| Термостойкая нержавеющая сталь | 310S, 2520, 253MA | Детали со стороны выхлопной системы, теплозащитные экраны, корпуса и компоненты, подверженные воздействию повышенных температур. | Выбор материала зависит от рабочей температуры, стойкости к окислению и механических характеристик. |
| Варианты никелевых сплавов | Никелевые сплавы, указанные заказчиком. | Более жесткие условия нагрева, коррозии или окисления. | Наилучший подход — рассматривать каждый случай индивидуально, поскольку стоимость материалов, свойства литья и стратегия обработки быстро меняются. |
| Углеродистая и легированная сталь | Углеродистая сталь, легированная сталь | Кронштейны, опоры и механические компоненты, где термостойкость не является первостепенным фактором. | Возможно, это будет более экономичным вариантом, если позволят условия нанесения покрытия, прочности и сборки. |
Производственные возможности
От оценки технологических процессов до упакованных компонентов.
Компания AODSON объединяет литье по выплавляемым моделям, литье из нержавеющей стали, литье из жаропрочных сплавов, обработку на станках с ЧПУ, финишную обработку поверхности, сварку и, при необходимости, поддержку сборки. Цель состоит не в том, чтобы навязывать каждому проекту один из способов, а в том, чтобы выбрать тот, который обеспечит соответствие чертежам и производственному графику заказчика.
Для инженерных заказчиков обсуждение производственных аспектов на начальном этапе часто определяет успех или провал проекта. Чертеж может показывать окончательную геометрию, но он не всегда демонстрирует оптимальный способ отливки тонкой стенки, защиты обработанной базовой точки, размещения резьбового элемента или избежания ненужных затрат на некритичных поверхностях. Компания AODSON, по возможности, рассматривает эти моменты перед составлением коммерческого предложения, поскольку изменение процесса после изготовления оснастки или пробной отливки занимает больше времени и обходится дороже, чем устранение рисков на этапе запроса коммерческого предложения.
Такой подход полезен, когда заказчик заменяет изготовленную деталь литьём, локализует импортный компонент, улучшает тяжёлый кронштейн или готовит новый компонент со стороны выхлопной системы для закупки у подрядчика. План производства позволяет разделить то, что должно быть отлито, то, что должно остаться для механической обработки, и то, что может быть обработано на этапе финишной обработки или контроля качества. Такое разделение помогает менеджерам по закупкам более объективно сравнивать предложения и помогает инженерам избегать расплывчатых предположений о поставщиках.
- Оценка процесса на основе геометрии, толщины стенок, допусков и ожидаемых условий эксплуатации.
- Изготовление моделей и оболочек для обеспечения повторяемой геометрии литья.
- Заливка, термообработка и контролируемые операции после литья.
- Обработка на станках с ЧПУ фланцев, уплотнительных поверхностей, резьбы, опорных посадочных мест подшипников, базовых поверхностей и критически важных размеров.
- Отделка поверхности, контроль качества, упаковка и подготовка к экспорту в соответствии с требованиями закупки.
Производственный поток
Контролируемый путь от чертежа, представленного в запросе коммерческого предложения, до поставки металлической детали.
Перед началом производства каждый проект проходит проверку, чтобы технологическая схема, процесс литья, припуски на механическую обработку, метод контроля качества и требования к упаковке соответствовали предполагаемой функциональности компонента.
Рисунок
Двумерный чертеж, трехмерный файл, информация о материалах, количестве и технические примечания рассматриваются совместно.
Инженерный обзор
Проверяются толщина стенки, риск усадки, припуск на механическую обработку, качество поверхности и точки контроля.
Инструменты
Решения относительно формы и оснастки принимаются в соответствии с геометрией, размером партии и требованиями к утверждению.
Кастинг
Процессы изготовления оболочки, заливки, охлаждения и очистки контролируются для обеспечения стабильного формирования детали.
Термическая обработка
Применяется по мере необходимости в соответствии с требованиями материала, чертежа или эксплуатационных характеристик.
Механическая обработка
Операции ЧПУ определяют элементы уплотнения, крепления, резьбы, подшипников и базовые элементы.
Проверка
Перед отгрузкой проводится проверка размеров, визуальный осмотр, проверка качества обработки и окончательная проверка упаковки.
Упаковка и доставка
Детали защищены от повреждений при экспортной обработке, транспортировке на большие расстояния и приемочном контроле.

Инженерный контроль
Небольшие технологические решения определяют, насколько легко будет собрать литую деталь.
Компания AODSON уделяет внимание деталям производства, влияющим на посадку, герметичность, стабильность обработки и повторяемость. Анализ носит практический характер: что должно быть точно отлито, что должно быть обработано механически, что требует припусков и что необходимо проверить перед отправкой деталей с завода.
Пористость и усадка
Для снижения количества дефектов литья в критических зонах учитываются геометрия, литниковая система, изменение сечения и контроль технологического процесса.
Толщина стенки
Проводится анализ тонких сечений, массивных выступов и переходных элементов, чтобы обеспечить надежное литье деталей без лишнего веса.
Стратегия толерантности
Допуски литья и допуски механической обработки четко разделены, что помогает покупателям избежать нереалистичных ожиданий, предъявляемых литейными предприятиями.
Отделка поверхности
Поверхности, полученные методом литья, пескоструйной обработки, механической обработки или финишной отделки, выбираются в зависимости от функциональных требований и внешнего вида.
точность резьбы
Резьбовые отверстия, шпильки и крепежные элементы обрабатываются и проверяются в соответствии с требованиями чертежа.
Стабильность партии
Контроль производства направлен на обеспечение повторяемости размеров, стабильного качества поверхности и единообразия упаковки от партии к партии.

Обработка на станках с ЧПУ после литья
Механическая обработка превращает литую деталь в готовый к сборке компонент.
Большинство отливок, используемых в турбокомпрессорах, требуют механической обработки в местах соединения, герметизации, вращения, фиксации или крепления деталей. Компания AODSON планирует припуск на механическую обработку на этапе проверки отливки, чтобы обеспечить достаточный запас для точной чистовой обработки без увеличения лишнего веса или времени цикла.
- Фланцы и уплотнительные поверхности для обеспечения контролируемой плоскостности и контакта с поверхностью.
- Резьба, отверстия для болтов и точки крепления для обеспечения повторяемости сборки.
- Опорные площадки и базовые поверхности, где важны соосность и концентричность.
- Критические параметры проверяются в процессе утверждения образцов и контроля качества партий.
Контроль качества
Проверка проводится в соответствии с чертежом, а не по типовому контрольному списку.
Компания AODSON обеспечивает контроль качества посредством предоставления необходимой документации на материалы, контроля размеров, проверки отдельных элементов на координатно-измерительных машинах (CMM), визуального осмотра, контроля качества механической обработки, утверждения образцов и окончательной проверки упаковки. План контроля может быть скорректирован в соответствии с чертежом покупателя, заказом на покупку и стандартами приемки.

Готовность готовых компонентов
Качественные отливки также должны быть просты в приемке, проверке и сборке.
Для команд, занимающихся закупками, деталь не считается готовой, когда она покидает обрабатывающий центр. Она считается готовой, когда покупатель может идентифицировать партию, проверить согласованные характеристики, защитить обработанные поверхности и перевести деталь на следующий этап сборки без ненужных переделок. Поэтому AODSON рассматривает окончательную обработку как часть производственного процесса, а не как нечто второстепенное.
Литые компоненты турбокомпрессоров часто сочетают в себе шероховатые литые поверхности с локально обработанными поверхностями. Эти два типа поверхностей требуют разного подхода к обработке. Литые участки могут допускать обычный контакт при уплотнении, в то время как уплотнительные поверхности, поверхности подшипников, резьба и базовые элементы требуют более тщательного разделения. Метод уплотнения может быть адаптирован с использованием пенопласта, обертки, разделителей, защиты от ингибиторов протеаз или этикеток, указанных заказчиком, в зависимости от необходимости.
Когда деталь предназначена для повторных закупок, стабильность партии становится столь же важной, как и качество первого образца. AODSON может отслеживать характеристики, определяющие дальнейшую работу: плоскостность фланца, расположение отверстий, состояние резьбы, чистоту поверхности, контроль заусенцев и соотношение между геометрией в литом состоянии и обработанными контрольными точками. Это особенно полезно для покупателей, которые закупают компоненты для узлов, связанных с двигателем, но проводят окончательную проверку в собственной системе.

Почему AODSON?
Практичный партнер в производстве металлических компонентов.
Компания AODSON ориентирована на OEM-покупателей, которым необходимы индивидуальное производство, инженерная коммуникация, конфиденциальность чертежей, поддержка в выборе материалов, гибкие объемы поставок, опыт экспорта, стабильная координация цепочки поставок и быстрая реакция на запросы предложений и образцы продукции.
Изготовление на заказ
Производство осуществляется на основе чертежей заказчика, образцов, требований к материалам и требований к контролю качества.
Инженерный обзор
Перед началом производства обсуждаются технологичность изготовления, риски, связанные с литьем, последовательность механической обработки и защита с помощью наполнителей.
Раздача материалов, не имеющих юридической силы
Чертежи заказчика и технические файлы обрабатываются как информация, специфичная для конкретного проекта.
Выбор материала
В зависимости от области применения можно рассмотреть варианты нержавеющей стали, жаростойкой стали, никелевых сплавов, углеродистой стали и легированной стали.
Гибкие объемы
Производственный процесс может быть спланирован для образцов, пробных заказов или повторных партий в зависимости от потребностей в оснастке и контроле качества.
Экспорт коммуникаций
Четкий ответ на запрос предложений, обсуждение упаковки и подготовка к отгрузке способствуют эффективной работе по международным закупкам.

Контрольный список запроса коммерческого предложения
Пришлите подробную информацию, определяющую производственный процесс.
Для более быстрого и точного расчета стоимости, пожалуйста, предоставьте имеющееся техническое описание. Компания AODSON рассматривает чертежи, модели и информацию о проекте как конфиденциальные производственные данные.
FAQ
Часто задаваемые вопросы по проектированию и закупкам.
Эти ответы предназначены для покупателей, оценивающих изготовленные на заказ литые компоненты, а не для комплектных турбокомпрессорных узлов.
Производит ли компания AODSON турбокомпрессоры в сборе?
Нет. Компания AODSON производит литые и обработанные на станках металлические компоненты по чертежам заказчика. В перечень продукции могут входить корпуса, кольца, детали системы выпуска отработавших газов, кронштейны, защитные экраны или другие указанные компоненты.
Можно ли обрабатывать критически важные элементы после литья?
Да. Обработка на станках с ЧПУ может быть запланирована для уплотнительных поверхностей, фланцев, отверстий для болтов, резьбы, посадочных мест подшипников, базовых поверхностей и других важных размеров, определенных чертежом.
Какие файлы полезны для составления коммерческого предложения?
Двумерный чертеж — это наиболее важный файл, поскольку он определяет материал, допуски, качество поверхности и требования к контролю. Файлы STEP или IGS помогают оценить геометрию, оснастку и припуски на обработку.
Может ли AODSON помочь в выборе материалов?
Компания AODSON может рассмотреть распространенные варианты нержавеющей стали, литой нержавеющей стали, жаропрочной нержавеющей стали, никелевых сплавов, углеродистой стали и легированной стали. Окончательный выбор должен соответствовать техническим требованиям и процедуре утверждения заказчиком.
Как осуществляется контроль качества образцов деталей?
Утверждение образца может включать в себя проверку размеров, визуальный осмотр, проверку качества обработки и, при необходимости, документацию по материалам. Результаты проверки образца помогают определить оптимальный производственный процесс до размещения повторных заказов.
Вы можете работать с небольшими или гибкими объемами?
Осуществимость проекта зависит от оснастки, метода литья, настройки оборудования и требований к контролю качества. Компания AODSON может рассматривать объемы пробных, опытных и повторных заказов в каждом конкретном случае.
Что в наибольшей степени влияет на сроки выполнения заказа?
Сложность оснастки, доступность материалов, термообработка, цикл обработки, план контроля качества и утверждение образцов — все это влияет на сроки. Четкие чертежи и заблаговременная техническая коммуникация помогают сократить ненужные задержки.
Можно ли работать с уже существующим образцом?
Физический образец может помочь в визуальном определении, понимании процесса сборки и обсуждении производственных вопросов, но для составления коммерческого предложения и начала производства все же рекомендуется использовать контролируемый 2D-чертеж. Если чертеж недоступен, может потребоваться обратное проектирование или подтверждение заказчиком критически важных размеров, прежде чем можно будет приступить к изготовлению оснастки и образцов.
Как покупатели должны определять требования к проверке?
Наилучший план контроля определяет поверхности и размеры, влияющие на сборку, герметизацию, позиционирование или безопасность. Покупатели могут отметить критически важные элементы на чертеже, определить необходимые отчеты и разграничить требования к внешнему виду и функциональным допускам, чтобы производственная команда могла сосредоточить контроль там, где это наиболее важно.
Сопутствующие услуги
Ознакомьтесь с производственными возможностями компании AODSON.
Используйте эти внутренние сервисные страницы, чтобы ознакомиться с наиболее часто используемыми технологиями производства литых металлических компонентов турбокомпрессоров.
Начните с рисунка.
Нужна нестандартная отливка, связанная с турбокомпрессором?
Пришлите свой чертеж, информацию о материале, количестве, допусках, качестве обработки поверхности и требованиях к контролю качества. Компания AODSON рассмотрит производственный процесс и предоставит практические рекомендации по дальнейшим этапам литья, механической обработки, отделки и доставки.







