
moulage et usinage de précision pour équipementiers
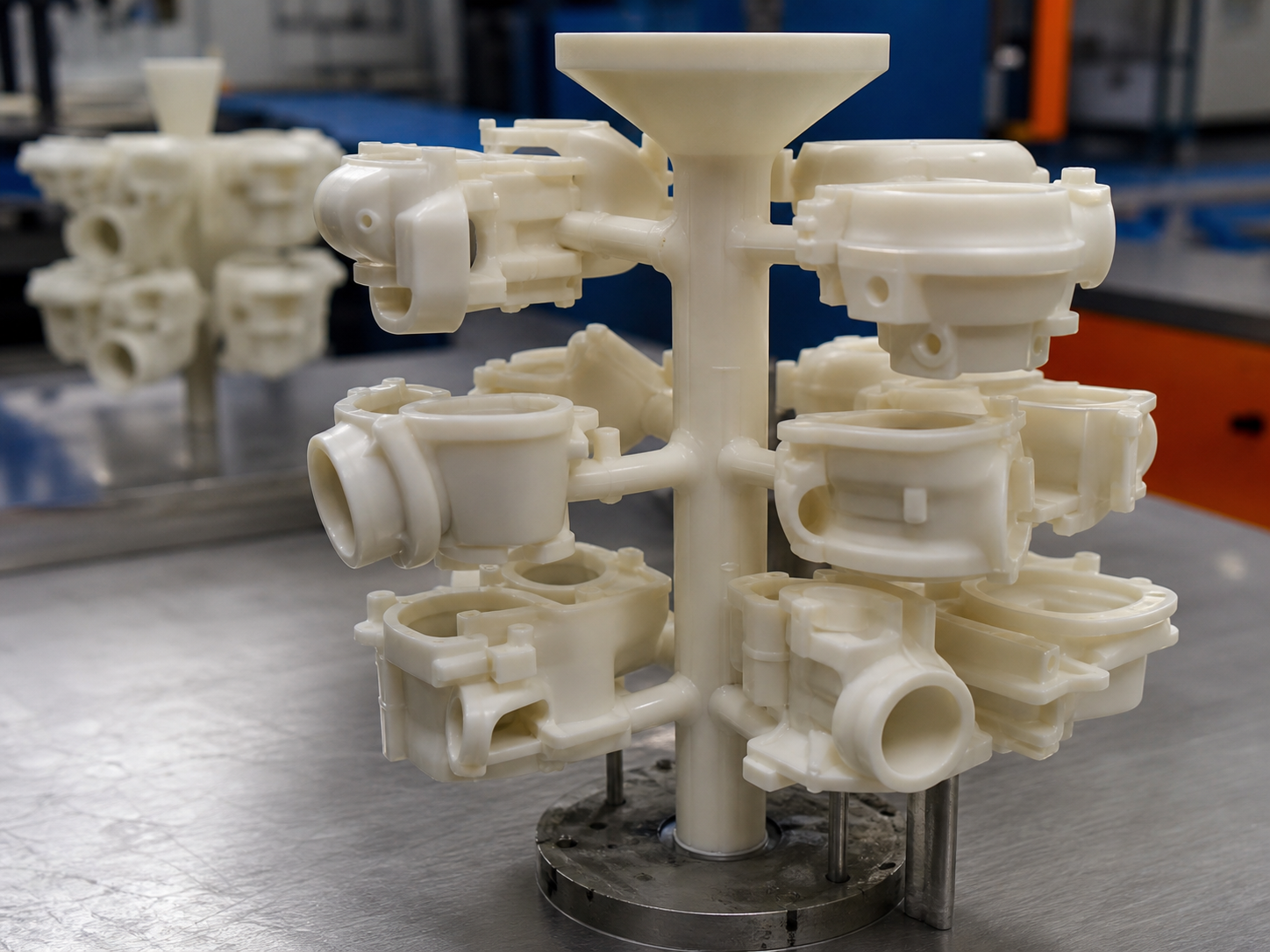
Composants de turbocompresseur moulés avec précision
Fabrication de pièces moulées à la cire perdue et usinage CNC pour les carters de turbocompresseurs, les anneaux de buses, les pièces d'échappement et les composants en acier inoxydable haute température, selon les plans du client.
Pourquoi la fonderie de précision
La géométrie complexe du système d'échappement nécessite plus qu'un simple fournisseur de pièces moulées.
Les pièces liées au turbocompresseur sont soumises à des températures élevées, des vibrations, des contraintes de serrage, des flux d'échappement et des cycles thermiques répétés. Le moulage à cire perdue offre aux ingénieurs une solution pratique pour créer des géométries métalliques complexes proches de la forme finale, tout en concentrant l'usinage sur les surfaces qui déterminent la précision d'assemblage.

Pour les carters de turbine, les anneaux de tuyère, les carters d'échappement, les supports, les écrans et autres composants du circuit d'écoulement, les erreurs les plus coûteuses surviennent généralement à la transition entre la conception de la fonderie et le contrôle d'usinage. AODSON examine le plan, les caractéristiques du matériau, l'environnement de travail, les tolérances d'usinage, l'épaisseur des parois et les exigences de contrôle avant le lancement de la production.
Portée du composant
Pièces moulées sur mesure pour les ensembles liés au turbocompresseur.
AODSON fabrique des composants métalliques selon des plans, des échantillons ou des spécifications techniques définies. Ses prestations peuvent inclure la fonderie seule, la fonderie associée à l'usinage CNC, la finition de surface, le soudage ou le sous-assemblage, selon les besoins du client.
Carter de turbine
Boîtiers moulés résistants à la chaleur avec brides usinées, trous de boulons, faces d'étanchéité et contrôle des données critiques.
Logement de palier
Carter moulé et usiné où les sièges de paliers, les passages d'huile et la concentricité nécessitent une planification minutieuse du processus.
Anneau de buse
Pièces annulaires nécessitant une coulée stable, un état de surface propre, une planéité contrôlée et un usinage précis.
Boîtier d'échappement
Pièces d'échappement sur mesure avec passages complexes, caractéristiques de montage et options d'alliages haute température.
Pièces de soupape de décharge
Petites pièces moulées telles que leviers, pièces liées aux vannes, supports et pièces de raccordement haute température.
Supports de montage
Supports et équerres robustes en fonte, conçus pour un assemblage, un usinage et une finition de surface répétables.
Écrans thermiques
Composants moulés ou fabriqués soumis à des contraintes thermiques, dont la géométrie, le matériau et la finition sont sélectionnés en fonction de l'application.
Composants moulés sur mesure
Pièces réalisées à partir de dessins pour les systèmes automobiles, industriels et liés aux moteurs, avec des circuits de production contrôlés.
sélection des matériaux
Les choix relatifs aux matériaux sont effectués en fonction de la chaleur, de la corrosion, de l'usinage et du coût.
Le choix du matériau doit être adapté à la température de fonctionnement, à la composition chimique des gaz d'échappement, aux exigences de résistance, aux tolérances d'usinage, au traitement de surface et à la quantité commandée. AODSON peut analyser le cahier des charges et proposer une solution de fabrication optimale, tout en garantissant que le matériau final reste conforme aux plans du client ou aux exigences techniques approuvées.
| Famille de matériaux | notes typiques | Là où cela est utile | Notes de sélection |
|---|---|---|---|
| Acier inoxydable austénitique | 304, 316, 316L | Résistance à la corrosion, finition de surface impeccable, pièces moulées de haute qualité en général. | Utilisé lorsque la résistance à la corrosion et l'usinabilité sont plus importantes que la résistance aux températures extrêmes. |
| équivalents en acier inoxydable moulé | CF8, CF8M | Composants moulés de précision nécessitant une résistance à la corrosion de l'acier inoxydable et une production de fonderie stable. | Souvent envisagée lorsque le dessin requiert les propriétés de l'acier inoxydable moulé. |
| acier inoxydable résistant à la chaleur | 310S, 2520, 253MA | Pièces côté échappement, écrans thermiques, boîtiers et composants exposés à des températures élevées. | Choisi en fonction de la température de service, de la résistance à l'oxydation et des exigences mécaniques. |
| options en alliage de nickel | Alliages de nickel spécifiés par le client | Conditions de chaleur, de corrosion ou d'oxydation plus exigeantes. | Il est préférable d'examiner chaque cas individuellement, car le coût des matériaux, le comportement de la coulée et la stratégie d'usinage évoluent rapidement. |
| Acier au carbone et acier allié | Acier au carbone, acier allié | Supports, fixations et composants mécaniques pour lesquels la résistance à la chaleur n'est pas le critère principal. | Peut constituer une solution plus économique lorsque le revêtement, la résistance et les conditions d'assemblage le permettent. |
capacité de fabrication
De l'évaluation des processus aux composants emballés.
AODSON propose une gamme complète de services, incluant la fonderie de précision, la fonderie d'acier inoxydable, la fonderie d'alliages réfractaires, l'usinage CNC, la finition de surface, le soudage et l'assistance au montage. L'objectif n'est pas d'imposer une solution unique à chaque projet, mais de choisir celle qui respecte les exigences des plans et le calendrier de production du client.
Pour les acheteurs du secteur de l'ingénierie, les premières discussions sur la fabrication sont souvent déterminantes pour le succès ou l'échec d'un projet. Un dessin peut certes indiquer la géométrie finale, mais il ne révèle pas toujours la meilleure façon de couler une paroi mince, de protéger une référence d'usinage, de positionner un filetage ou d'éviter des coûts inutiles sur une surface non critique. AODSON examine ces points avant d'établir un devis, dans la mesure du possible, car modifier le processus après la réalisation de l'outillage ou le moulage d'un échantillon est plus long et plus coûteux que de maîtriser les risques dès la phase de demande de devis.
Cette approche est utile lorsqu'un client remplace une pièce usinée par une pièce moulée, localise un composant importé, améliore un support lourd ou prépare un nouveau composant d'échappement pour un approvisionnement stable. Le plan de fabrication permet de distinguer les éléments à mouler, ceux à usiner et ceux pouvant être traités par finition ou contrôle. Cette distinction facilite la comparaison des devis entre les responsables des achats et permet aux ingénieurs d'éviter les suppositions vagues des fournisseurs.
- Évaluation du processus basée sur la géométrie, l'épaisseur de paroi, la tolérance et les conditions de travail prévues.
- Conception de modèles et fabrication de coques pour une géométrie de moulage répétable.
- Coulée, traitement thermique et opérations de post-coulée contrôlées.
- Usinage CNC pour brides, faces d'étanchéité, filetages, sièges de roulement, surfaces de référence et dimensions critiques.
- Finition de surface, inspection, emballage et préparation à l'exportation selon les exigences de l'achat.
Flux de fabrication
Un processus contrôlé, du dessin de la demande de devis à la pièce métallique livrée.
Chaque projet est examiné avant la production afin que la fabrication des outils, le processus de fonderie, les tolérances d'usinage, la méthode d'inspection et les exigences d'emballage soient alignés sur la fonction prévue du composant.
Dessin
Le dessin 2D, le fichier 3D, le matériau, la quantité et les notes techniques sont examinés ensemble.
Revue technique
L'épaisseur de la paroi, le risque de retrait, la tolérance d'usinage, l'état de surface et les points de contrôle sont vérifiés.
Outillage
Les décisions relatives aux modèles et à l'outillage sont prises en fonction de la géométrie, de la taille du lot et des exigences d'approbation.
Fonderie
Les étapes de fabrication de la coque, de coulée, de refroidissement et de nettoyage sont contrôlées afin d'assurer la stabilité des pièces.
Traitement thermique
Appliqué lorsque les exigences relatives au matériau, au dessin ou aux performances attendues l'exigent.
Usinage
Les opérations CNC définissent les caractéristiques d'étanchéité, de montage, de filetage, de roulement et de référence.
Inspection
Les contrôles dimensionnels, visuels, d'usinage et d'emballage final sont effectués avant l'expédition.
Emballage et livraison
Les pièces sont protégées pour la manutention à l'exportation, le transport longue distance et l'inspection à la réception.

Contrôle technique
De petites décisions relatives au processus de fabrication déterminent si une pièce moulée est facile à assembler.
AODSON accorde une attention particulière aux détails de production qui influent sur l'ajustement, l'étanchéité, la stabilité d'usinage et la répétabilité. Son approche est pragmatique : elle identifie les éléments qui doivent être moulés avec précision, usinés, nécessitant des tolérances et ceux à contrôler avant leur expédition.
Porosité et retrait
La géométrie, le système d'alimentation, le changement de section et le contrôle du processus sont pris en compte pour réduire les défauts de coulée dans les zones critiques.
Épaisseur de paroi
Les sections minces, les bossages importants et les transitions sont examinés afin que les pièces puissent être coulées de manière fiable sans poids inutile.
Stratégie de tolérance
Les tolérances de fonderie et d'usinage sont clairement différenciées, ce qui permet aux acheteurs d'éviter des attentes irréalistes vis-à-vis de la fonderie.
Finition de surface
Les surfaces brutes de fonderie, sablées, usinées ou finies sont spécifiées en fonction des exigences fonctionnelles et esthétiques.
Précision du fil
Les trous taraudés, les goujons et les éléments de fixation sont usinés et contrôlés conformément aux exigences du dessin.
Cohérence du lot
Le contrôle de la production se concentre sur des dimensions reproductibles, une qualité de surface stable et un conditionnement uniforme d'un lot à l'autre.

Usinage CNC après coulée
L'usinage transforme une pièce moulée en un composant prêt à être assemblé.
La plupart des pièces moulées liées aux turbocompresseurs nécessitent un usinage aux endroits où elles se connectent, assurent l'étanchéité, tournent, se positionnent ou reçoivent une fixation. AODSON prévoit une surépaisseur d'usinage lors du contrôle qualité des pièces moulées afin de garantir une finition précise sans alourdir inutilement le moulage ni allonger le temps de cycle.
- Brides et faces d'étanchéité pour une planéité et un contact de surface contrôlés.
- Filetages, trous de boulons et points de fixation pour un assemblage reproductible.
- Sièges de paliers et surfaces de référence où l'alignement et la concentricité sont importants.
- Dimensions critiques vérifiées lors de l'approbation des échantillons et du contrôle des lots.
Contrôle de qualité
L'inspection se fait conformément au plan, et non à une liste de contrôle générique.
AODSON assure le contrôle qualité par le biais de la documentation des matériaux (le cas échéant), du contrôle dimensionnel, des contrôles CMM pour certaines caractéristiques, de l'inspection visuelle, du contrôle d'usinage, de l'approbation d'échantillons et de la vérification finale de l'emballage. Le plan d'inspection peut être adapté aux plans, au bon de commande et aux normes de réception de l'acheteur.

Préparation des composants finis
Les pièces moulées de bonne qualité doivent également être faciles à recevoir, à inspecter et à assembler.
Pour les équipes d'approvisionnement, un composant n'est pas considéré comme terminé à sa sortie du centre d'usinage. Il l'est lorsque l'acheteur peut identifier le lot, vérifier les caractéristiques convenues, protéger les surfaces usinées et passer à l'étape d'assemblage suivante sans retouche inutile. AODSON intègre donc la manutention finale au processus de fabrication, et non comme une simple formalité.
Les composants moulés des turbocompresseurs présentent souvent des surfaces brutes de fonderie associées à des faces usinées localement. Ces deux états de surface requièrent des traitements différents. Les zones moulées peuvent supporter un contact normal lors de l'emballage, tandis que les surfaces d'étanchéité, les surfaces de contact avec les paliers, les filetages et les repères nécessitent une séparation plus précise. La méthode d'emballage peut être adaptée à l'aide de mousse, d'emballage, de séparateurs, d'une protection VCI ou d'étiquettes personnalisées, selon les besoins du client.
Lorsqu'une pièce est destinée à des achats répétés, la constance du lot devient aussi importante que le premier échantillon. AODSON permet de se concentrer sur les caractéristiques qui déterminent les étapes suivantes : planéité de la bride, positionnement des alésages, état du filetage, propreté de surface, maîtrise des bavures et relation entre la géométrie de la pièce brute de fonderie et les points de référence usinés. Ceci est particulièrement utile pour les acheteurs qui s'approvisionnent en composants pour des ensembles proches du moteur, mais qui effectuent la validation finale dans leur propre système.

Pourquoi AODSON
Un partenaire de fabrication pratique pour les composants métalliques techniques.
AODSON est positionnée pour les acheteurs OEM qui ont besoin d'une fabrication sur mesure, d'une communication technique, de la confidentialité des dessins, d'un soutien à la sélection des matériaux, de quantités flexibles, d'une expérience à l'exportation, d'une coordination stable de la chaîne d'approvisionnement et d'une réponse rapide lors des demandes de devis et de l'échantillonnage.
Fabrication sur mesure
La production est basée sur les dessins du client, les échantillons, les exigences en matière de matériaux et les attentes en matière d'inspection.
Revue technique
La faisabilité de fabrication, les risques liés au moulage, la séquence d'usinage et la protection de l'emballage sont abordés avant la production.
Confidentialité du dessin
Les plans et fichiers techniques des clients sont traités comme des informations de fabrication spécifiques au projet.
Sélection des matériaux
Les options en acier inoxydable, résistant à la chaleur, en alliage de nickel, en acier au carbone et en acier allié peuvent être examinées en fonction de l'application.
Quantités flexibles
Le processus de production peut être planifié pour des échantillons, des commandes d'essai ou des lots répétés en fonction des besoins en outillage et en contrôle qualité.
Communication à l'exportation
Une réponse claire à la demande de devis, une discussion sur l'emballage et la préparation de l'expédition facilitent le travail d'approvisionnement international.

Liste de contrôle de la demande de prix
Veuillez envoyer les détails qui définissent le processus de fabrication.
Pour obtenir un devis plus rapide et plus précis, veuillez nous communiquer le dossier technique disponible. AODSON considère les dessins, les maquettes et les informations relatives au projet comme des données de fabrication confidentielles.
FAQ
Questions courantes en matière d'ingénierie et d'approvisionnement.
Ces réponses sont destinées aux acheteurs qui évaluent des composants moulés sur mesure, et non des ensembles de turbocompresseurs complets.
AODSON fabrique-t-il des turbocompresseurs complets ?
Non. AODSON fabrique des composants métalliques moulés et usinés sur mesure, selon les plans du client. Cela peut inclure des carters, des anneaux, des pièces d'échappement, des supports, des écrans ou d'autres composants spécifiés.
Est-il possible d'usiner des éléments critiques après le moulage ?
Oui. L'usinage CNC peut être planifié pour les faces d'étanchéité, les brides, les trous de boulons, les filetages, les sièges de roulement, les surfaces de référence et autres dimensions critiques définies par le dessin.
Quels fichiers sont utiles pour obtenir un devis ?
Le dessin 2D est le fichier le plus important car il définit le matériau, les tolérances, l'état de surface et les exigences d'inspection. Les fichiers STEP ou IGS permettent d'évaluer la géométrie, l'outillage et les surépaisseurs d'usinage.
AODSON peut-il aider à choisir le matériel ?
AODSON peut examiner les options courantes en acier inoxydable, acier inoxydable moulé, acier inoxydable réfractaire, alliage de nickel, acier au carbone et acier allié. Le choix final doit correspondre aux exigences techniques et au processus d'approbation du client.
Comment les échantillons sont-ils contrôlés ?
L'approbation des échantillons peut comprendre un contrôle dimensionnel, un examen visuel, des vérifications d'usinage et la documentation des matériaux, le cas échéant. Le résultat de l'analyse des échantillons permet de finaliser le processus de production avant les commandes ultérieures.
Pouvez-vous prendre en charge des quantités petites ou flexibles ?
La faisabilité du projet dépend de l'outillage, de la méthode de fonderie, de la configuration d'usinage et des exigences d'inspection. AODSON peut examiner au cas par cas les quantités des échantillons, des essais et des commandes répétées.
Qu’est-ce qui influe le plus sur le délai de livraison ?
La complexité de l'outillage, la disponibilité des matériaux, le traitement thermique, le cycle d'usinage, le plan de contrôle et l'approbation des échantillons influent tous sur les délais. Des plans clairs et une communication technique précoce contribuent à réduire les retards évitables.
Pouvez-vous travailler à partir d'un échantillon existant ?
Un échantillon physique peut faciliter la visualisation, la compréhension de l'assemblage et les discussions relatives à la fabrication, mais un dessin 2D précis reste recommandé pour l'établissement du devis et la production. En l'absence de dessin, il peut être nécessaire de procéder à une rétro-ingénierie ou de demander la validation des dimensions critiques par le client avant de pouvoir commencer la fabrication des outillages et des prototypes.
Comment les acheteurs doivent-ils définir les exigences en matière d'inspection ?
Un plan d'inspection optimal identifie les surfaces et les dimensions ayant une incidence sur l'assemblage, l'étanchéité, le positionnement ou la sécurité. Les acheteurs peuvent ainsi signaler les éléments critiques sur le plan, définir les rapports requis et distinguer les exigences esthétiques des tolérances fonctionnelles, permettant à l'équipe de production de concentrer ses contrôles là où c'est le plus important.
Services connexes
Découvrez les capacités de production d'AODSON.
Utilisez ces pages de service internes pour consulter les circuits de fabrication les plus fréquemment associés aux composants en métal moulé liés aux turbocompresseurs.
Commencez par le dessin
Besoin d'une pièce moulée sur mesure pour turbocompresseur ?
Veuillez nous envoyer votre dessin, les informations relatives au matériau, la quantité, les tolérances, l'état de surface et les exigences de contrôle. AODSON étudiera le processus de fabrication et vous proposera des solutions concrètes pour le moulage, l'usinage, la finition et la livraison.







